مشاوره و طراحی فونداسیون دستگاه های سنگبری
پروژه ها
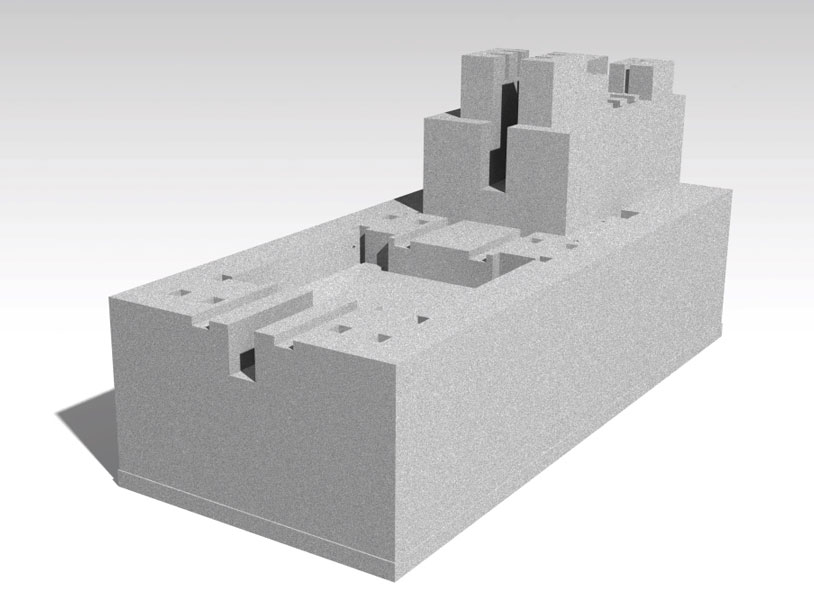
فونداسیون اره سنگبری
لازمه ی نصب دستگاه اره سنگبری، اجرای فونداسیون این دستگاه می باشد. که یکی از حساسترین بخش های دستگاه اره سنگبری است. دلیل این اهمیت، وجود نیروهای ناشی از حرکت فریم تیغه ها می باشد که به یاتاقانهای اره منتقل گردیده و یاتاقانها به فونداسیون اره وارد می نمایند . لذا فونداسیون اره باید استحکام و مقاومت بالایی در برابر این نیروها داشته باشد و به خوبی توان دفع آنها را داشته باشد .
اجرای فونداسیون دستگاه بایستی طبق نقشه های ارائه شده توسط سازنده دستگاه صورت پذیرد ، زیرا نقشه فونداسیون اره های مختلف متفاوت می باشد و قابل نصب برروی فونداسیون یکدیگر نمی باشد .
در اجرای فونداسیون اره تمامی مراحل اجرا دارای حساسیت ویژه و خاص خود می باشد . در زیر مراحل مختلف اجرای فونداسیون اره ارائه شده است .
مرحله اول گود برداری :
منظور از گود برداری کندن و حفر زمین از سطح مبنا تا عمق مورد نظر می باشد .
برای حفاظت بدنه ، بلوک چینی صورت می گیرد و کف حفره با توجه به نقشه ” بتن مگر” ریخته می شود .(بتن مگر بتنی با عیار کم سیمان ، که در زیر فنداسیون ریخته می شود .سیمان مصرفی در بتن مگر 100 تا 150 کیلوگرم سیمان بر متر مکعب می باشد .)
مرحله دوم آرماتور بندی :
آرماتور بندی از حساسترین و با دقت ترین قسمت های ساختمانی بتن است .زیرا تماس نیروهای کششی در سازه بتنی به وسیله آرماتور تحمل می شود. بدین لحاظ در اجرای آرماتوبندی ساختمان های بتنی باید نهایت دقت و حوصله به عمل آید.
آرماتور بندی کاری تخصصی بوده و دقت و نظارت جدی کارشناسان برآن الزامی است .
نکات مهم درباره آرماتور بندی :
– از آرماتور های زنگ زده یا آغشته به روغن نباید استفاده شود و در صورت وجود آلودگی باید آنها پاکسازی گردند.
– تمام آرماتورها باید توسط قیچی مخصوص بریده شوند و نبایستی برای برش آنها از دستگاه هوا استفاده شود .
– از خم کردن آرماتورها در دمای پایین تر از پنج درجه سانتی گراد خودداری شود.برای خم کردن و شکل دادن مجدد بایستی تمام آرماتور ها به صورت سرد و با دستگاه مکانیکی خم شوند .
– فاصله بین آرماتورها تا سطح قالب باید 3 تا 5 سانتی متر باشد تا پوشش بتنی روی آرماتور ها دارای ضخامت مناسبی باشد.این کارعلاوه بر ایجاد پیوستگی بین بتن و آرماتور ، از زنگ زدگی و خوردگی آرماتور محافظت می کند .
– تمامی آرماتور ها باید با شعاعِ خم مناسب با جنس فولاد خم گردند .
– چنانچه نیاز به افزایش طول میلگرد باشد ، وصله کردن و اضافه نمودن میلگردهای دیگر به میلگرد اصلی امکان پذیر است .وصله پوشش با قراردادن دو میلگرد در مجاورت یکدیگر در یک طول مشخص انجام می شود که طول پوشش طبق استاندارد محاسبه می گردد .
مرحله سوم قالب بندی :
برای احداث یک سازه بتنی مسلح ، بایستی بتن تازه در قالب های مربوطه ریخته شود تا پس از پرکردن تمام حجم و سفت شدن ، به شکل لازم در آید . لذا در احداث سازه های بتنی ، نحوه قالب بندی اهمیت پیدا می کند . پس از استقرار قالب ها در محل مربوطه ، باید آنها را مورد بازرسی قرار داد و درز هایی که احتمالا باعث بیرون زدن شیره بتن خواهند شد ، پر شوند .
قالب ها باید کاملا محکم بوده و به خوبی مهار بندی شده باشند .تعبیه پشت بند ها و تقویت کننده های طولی و عرضی به منظور افزایش پایداری و استقامت قالب و داربست ضروری است .
در مورد قالب های چوبی باید به میزان جذب آب آنها توجه شود .لازم است این قالب ها قبل از بتن ریزی کاملا چرب و روغن کاری شده باشند.
برای ایجاد محل جعبه بلت های نصب از یونولیت استفاده می گردد که باید برروی آن تخته سه لایه نصب گردد و سپس در محل مورد نظر جای گذاری شودتا براحتی قابل جداشدن و تمیز کاری باشد .
مرحله چهارم بتن ریزی :
فرآیند بتن ریزی در شرایط مختلف ودر اقلیم های مختلف بسته به شرایط هوایی متفاوت است .
به طور کلی بتن ریزی دارای مراحلی است که در شامل موارد زیر میشود :
قبل از شروع فرآیند بتن ریزی ، مشخصات محل مورد نظر باید با نقشه ها ، مشخصات فنی و استاندارد مطابقت کامل داشته باشد .
مهمترین اقدامات جهت بررسی مطابقت یا عدم تطابق آن به شرح زیر می باشد :
1- کنترل نحوه بستن آرماتورها
2- کنترل قطر و تعداد و فاصله آرماتورها
3- لقمه گذاری زیر و کنار آرماتورها
4- تمیزی سطح بتن مگر ، قالب ها و نیز میلگردها
5- کنترل فواصل محور تا محور
6- کنترل ابعاد فونداسیون
7- کنترل تراز روی بتن
پس از کنترل های صورت گرفته مرحله بتن ریزی می باشد که برای دستگاه اره از بتن آماده استفاده می گردد.
در این نوع بتن تمامی عملیات ساخت در بتن ساز مرکزی انجام و بتن ساخته شده با تراک میکسر و دوربین ثابت به محل به محل کار حمل می شود .
برای فونداسیون دستگاه اره حدود 500 تا 600 تن بتن لازم می باشد که با دو عیار 350 برای بتن ریزی داخل گود و بتن عیار 400 برای بتن ریزی داخل قالب های بالایی که نگهدارنده یاتاقانها هستند مورد استفاده قرار می گیرد .
حمل بتن باید چنان صورت گیرد که در فاصله زمانی حمل ، نسبت آب به سیمان ، اسلامپ ، میزان هوا و نهایتا یکنواختی بتن ، دچار تغییرات قابل ملاحظه ای نگردد.
در محل بتن ریزی ، تجهیزاتی لازم است که از جمله مهمترین این تجهیزات ، دستگاه ویبراتور می باشد.
با توجه به حجم بالای بتن ریزی فنداسیون اره حداقل نیاز به پنج دستگاه ویبره بوده که حداقل دو دستگاه جانشین برای حصول اطمینان از نتیجه و کار درست لازم میباشد .اطمینان از صحت و سلامت عملکرد دستگاه های ویبره قبل از آغاز به کار امری ضروری می باشد.
همانگونه که اشاره گردید با توجه به شرایط جوی متفاوت فرآیند بتن ریزی تغییر خواهد کرد .
در صورتی که بتن ریزی در هوای سرد انجام گیرد ، وجود ضد یخ ، وسایل گرمایشی برای گرم کردن آب و در صورت لزوم ، مصالح ،وسایل پوشش بتن نظیر نایلون ، گونی ، پشم شیشه و … به اندازه کافی الزامی است .
نمونه برداری :
در هنگام اجرای عملیات بتن ریزی ، نمونه برداری از بتن مورد استفاده ، میبایست توسط نماینده آزمایشگاهی معتبرکه مورد قبول کارشناس نظارت کننده و نماینده شرکت تولید کننده دستگاه باشد الزامی است .
پس از انجام عملیات نمونه برداری ، نمونه ها حداقل 24 در محل نگه داشته می شوند و سپس به آزمایشگاه حمل می گردند.در طی 24 ساعت اولیه مراقبت و نگه داری مناسب از نمونه ها شامل عدم جابجایی ، ضربه زدن ، پوشش نامناسب ، اهمیت ویژهای دارد .
مرحله پنجم قالب برداری :
مدت زمان لازم از موقع بتن ریزی تا هنگام جدا سازی قالب در موقعیت ها و شرایط جوی مختلف ، متفاوت است .
قالب بایستی زمانی برداشته شود که بتن قادر به تحمل تنش ها و تغییر شکل وارده باشد.این مدت به نوع بتن استفاده شده ، آب و هوا ، وضعیت محیطی محل اجرا و نحوه ی عمل آوردن بتن ، بستگی دارد .عملیات قالب برداری باید گام به گام ، بدون ضربه و اعمال فشار ، چنان صورت گیرد که بدنه بتن تحت بارهای ناگهانی قرار نگرفته و بتن صدمه نبیند . پس از جداسازی قالب نیز بایستی تا مدتی از برخورد هر گونه جسمی به سازه های بتنی جلوگیری شود .
توجه به این نکته لازم است که کلیه مراحل و فرآیند های فونداسیون بایستی حتما تحت نظارت کارشناسان خبره و مورد اطمینان شرکت سازنده دستگاه صورت پذیرد.
دستگاههای مرتبط

دستگاه واگن گردان
این دستگاه برای چرخاندن واگن های اره در سه حالت 180-90-0 درجه طراحی شده است. فضایی مورد نیازدستگاه، دایره ایی به قطر

دستگاه واگن برقی اره
دستگاه واگن برقی اره سنگ بری از این دستگاه برای حمل کوپ سنگ یا سنگ های بریده شده استفاده می شود. ابعاد نهایی این دستگ